导读:
本篇乳化设备小编为大家继续介绍一拖二大型空压机组的机组性能调节,机组的性能调节是指通过调节转速或人口导叶、入口阀门使机组参数 满足艺流程的要求。机组性能调节兼顾主风机及增压机工况性能要求。
机组的性能调节原理
开车时,机组整机性能调节先调解汽轮机转速,然后调节入口导叶和入口阀门。同时.为了便于工艺人员的根据流程要 求随时调节其开度,,入口导叶及入口中阀门应处于手动状态,控制系统执行半自动程序,逐渐升速,使机组转速达到目标转速。同时也要慢慢打开入口导叶和入口阀门,直到全开,完成起动过程。乳化设备分享~
机组正常运行后,主要调节入口导叶、入口阀门,转速调 节为次要调节方式。主风机的入口导叶由主风机出口压力信号经PID调节后输出的信号控制,增压机入口阀门由增压机出口压力信号经PID调 节入输出的信号控制,汽轮机转速控制则由主风机出口压力高选控制,所谓高选的含义,就是主机及增压机出口压力信号中,哪个需要轮机升高更高的转速,则将这个结果送入控制系统或调速器,调节汽轮机转速,如图2所示。
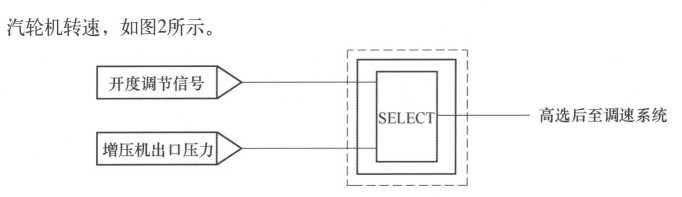
图2高选控制
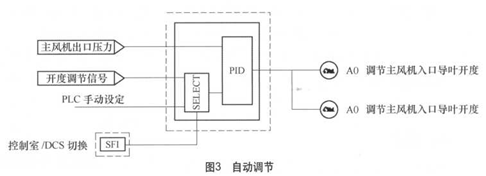
当主风机出口压力低于设定值时,入口导叶自动进行跟踪控制,当入口导叶开度全部打开,空压机出口压力仍旧不能满足已定的数值要求时,控制系统或调速器应以无扰动切换方式投入转速调节提升汽轮机转速。此时,应先保证入口导叶、入口阀门处于全开状态,转速提升到空压机的性能要求后,稳定一段时间后增压机在此转速状态下,由其出口压力自动调节入口阀门开度,达到其机组的性能要求,如图3所示。
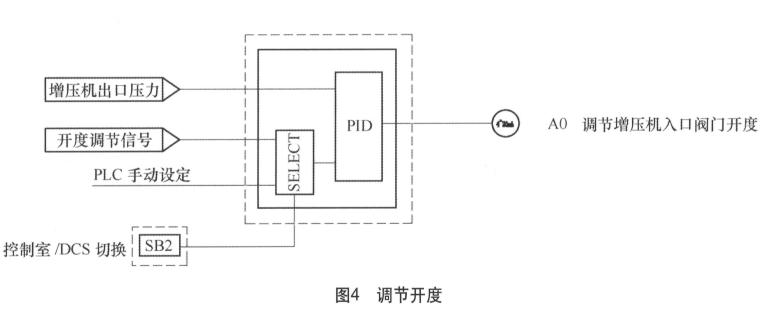
乳化设备小编认为,需要注意的是,当汽轮机转速由控制系统或调速器控制时,转速变化不要太快, 从而导致另一台机组及流程不稳定,因此转速控制要采用无扰动切换方式,并按一定 速率慢慢逼近目标转速,达到一个目标转速设定值后,待机组稳定一段时间后再调节 导叶及阀门的开度大小,如图4所示。